Prostor, tedy výrobní plocha, představuje klíčové aktivum každé výrobní organizace. Právě na této ploše probíhá hlavní činnost podniku – výroba produktů, vytváření hodnoty a následné generování příjmů. Jedná se o jednu z prvních a nezbytných investic organizace, bez které by samotná výroba nebyla možná. Správně navržené a efektivně využívané prostory mají zásadní vliv na produktivitu, kvalitu, bezpečnost práce i celkovou konkurenceschopnost podniku.
Z tohoto důvodu je mimořádně důležité věnovat pozornost detailní optimalizaci a návrhu layoutu pracovišť, případně celých výrobních úseků. Jde o systematický přístup, jehož cílem je minimalizovat plýtvání, zkrátit výrobní časy a zajistit plynulý tok materiálu i informací. Jednou z osvědčených metodik je přístup využívaný ve společnosti Jatco Ltd., který je součástí jejich výrobního systému The Jatco Way. Tato metodika představuje soubor pravidel a postupů aplikovaných při návrhu a uspořádání pracovišť tak, aby podporovaly efektivní a štíhlou výrobu. Její název je Tokenize.
Součástí tohoto přístupu je také aplikace principů štíhlého myšlení v kombinaci se zdravým rozumem. To znamená eliminaci činností, které nepřinášejí hodnotu, optimalizaci pohybu pracovníků a materiálu či snižování zásob mezi jednotlivými operacemi. Důležité přitom není pouze samotné uspořádání pracoviště, ale také jeho propojení s širším výrobním systémem.
Výrobní (produkční) systém lze chápat jako komplexní soubor procesů, pravidel, lidí, technologií a nástrojů, které společně zajišťují výrobu produktu. Tvoří jej například organizace práce, tok materiálu, řízení kvality, údržba zařízení nebo systém řízení výroby. Každý z těchto prvků musí být vzájemně sladěn, aby systém fungoval efektivně.
Při projektování podniku, výrobní buňky nebo konkrétního pracoviště je proto nutné zohlednit více faktorů – od typu výroby přes objem produkce až po požadavky na flexibilitu. Výrobní buňka by měla být navržena tak, aby umožňovala plynulý tok práce, minimalizovala zbytečné pohyby a podporovala týmovou spolupráci. V praxi to například znamená uspořádání pracovišť do tvaru U, které umožňuje lepší kontrolu procesu a efektivnější využití pracovníků.
Při navrhování layoutu je vhodné vycházet také z dostupných materiálů, jako jsou prezentace nebo metodiky projektování výrobních buněk, které poskytují konkrétní příklady a doporučení. Cílem je vytvořit pracovní prostředí, které je nejen efektivní, ale také ergonomické a bezpečné pro zaměstnance. Správně navržený výrobní prostor tak není pouze fyzickým místem výroby, ale strategickým nástrojem, který významně ovlivňuje výkonnost celé organizace.
Tokenize jako součást systému
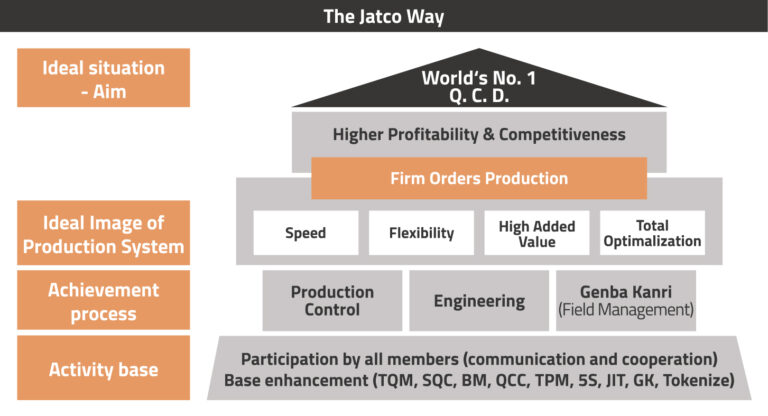
Tokenize je součástí výrobního (produkčního) systému společnosti Jatco. Tento systém v zásadě popisuje způsob fungování celé organizace s cílem dosahovat vysoké úrovně výkonnosti, kvality a schopnosti dodávat výrobky včas. Stejně jako mnoho jiných výrobních systémů je i tento znázorněn formou chrámu, což usnadňuje jeho pochopení.
Na vrcholu diagramu se nachází hlavní cíl, kterým je dosažení vyšší ziskovosti, konkurenceschopnosti a zajištění plynulé výroby podle zákaznických objednávek.
Pod střechou tohoto „chrámu“ se nacházejí čtyři hlavní charakteristiky výroby – rychlost, flexibilita, vysoká přidaná hodnota a celková optimalizace (neustálé zlepšování). Každá z těchto vlastností má svůj specifický cíl:
- Speed (rychlost) – rychlá výroba a rychlá reakce na požadavky zákazníka.
- Flexibility (flexibilita) – schopnost měnit produkt nebo objem výroby.
- High Added Value (vysoká přidaná hodnota) – efektivní využívání zdrojů.
- Total Optimization (celková optimalizace) – optimalizace celého systému, nikoli pouze jeho jednotlivých částí.
Výrobní (produkční) systém lze chápat jako komplexní soubor procesů, pravidel, lidí, technologií a nástrojů, které společně zajišťují výrobu produktu. Tvoří jej například organizace práce, tok materiálu, řízení kvality, údržba zařízení nebo systém řízení výroby. Každý z těchto prvků musí být vzájemně sladěn, aby systém fungoval efektivně.
Jádro systému stojí na třech hlavních pilířích.
První pilíř, Production Control (Řízení výroby), nepředstavuje pouze samotné řízení výroby, ale především komplexní manažerský přístup k organizaci výrobních procesů. Zaměřuje se zejména na plánování a řízení celého výrobního toku, včetně řízení zdrojů, materiálových a informačních toků a dalších souvisejících oblastí.
Druhým pilířem je Engineering (Procesní inženýrství), které se zabývá návrhem výrobních procesů, technologií i samotných pracovišť. Lze jej chápat jako projektování výrobních systémů zahrnující všechny úrovně výroby – od jednotlivého pracoviště přes výrobní linku a dílnu až po celý závod.
Třetím pilířem je Genba Kanri, což lze volně přeložit jako řízení přímo na místě výkonu práce. Pojem Genba označuje místo, kde skutečně vzniká hodnota – tedy pracoviště, výrobní halu nebo jiné místo, kde probíhá výroba. Výraz Kanri znamená řízení nebo správa. Tento pilíř zdůrazňuje disciplinované řízení přímo na pracovišti, kde probíhají jednotlivé procesy a vzniká přidaná hodnota.
Tyto tři pilíře společně zajišťují, že celý výrobní systém funguje efektivně a naplňuje své cíle.
Spodní část systému tvoří jeho základ. Obsahuje principy a nástroje, na kterých je celý systém postaven, a podporuje zapojení všech pracovníků s důrazem na jasnou a srozumitelnou komunikaci i aktivní účast co největšího počtu zaměstnanců.
Vrchní část systému naopak popisuje jeho smysl z pohledu cílů, strategického směřování a celkového zaměření.
Přístup Tokenize se nachází právě ve spodní části systému jako jeden ze základních nástrojů a metod. Pomáhá optimalizovat nejen využití výrobní plochy, ale také zvyšovat přidanou hodnotu, zlepšovat ergonomii pracovišť a podporovat celkovou efektivitu výroby.

Metodika Tokenize představuje praktický nástroj určený pro detailní optimalizaci a návrh pracovišť, výrobních linek nebo skupin pracovních stanic. Slouží k systematickému zlepšování organizace práce s důrazem na efektivitu, plynulost procesů a eliminaci plýtvání.
Základ metodiky tvoří soubor 111 + 1 jednoduchých pravidel a principů, které jsou snadno pochopitelné a dobře použitelné v každodenní praxi.
Tokenize vychází z filozofie štíhlých výrobních systémů a klade důraz především na efektivní využití výrobní plochy, která představuje prostor pro tvorbu hodnoty.
Metodika Tokenize pomáhá:
- zlepšit využití výrobní plochy s ohledem na tvorbu hodnoty,
- zvyšovat produktivitu a kvalitu práce,
- zlepšovat ergonomii pracovišť,
- podporovat standardizaci procesů,
- vytvářet stabilní a efektivní výrobní systémy.
111 + 1 principů přístupu
Metodika TOKENIZE pracuje s principem 1 : 10 : 100, který obecně vyjadřuje růst nákladů v závislosti na fázi návrhu a realizace změn pracovního prostředí.
Tento princip poukazuje na skutečnost, že čím později je změna provedena, tím je její realizace výrazně nákladnější, složitější a časově náročnější.
Rozlišují se tři fáze:
- 1 – jednotkové náklady na změnu ve fázi General Layout Design.
- 10 – desetinásobné náklady na změnu ve fázi Macro Layout Design.
- 100 – stonásobné náklady na změnu ve fázi Micro Layout Design.
Právě z hodnot 1 + 10 + 100 vzniklo číslo 111, které představuje 111 principů, pravidel a doporučení sloužících jako systematický návod pro návrh a optimalizaci pracovního prostředí.
V první fázi, označované jako General Layout Design, se vytváří základní koncepce výrobního uspořádání. Definuje se rozmístění hlavních výrobních procesů a toků materiálu. Náklady na změny jsou v této etapě nejnižší (hodnota 1), protože úpravy probíhají převážně na úrovni plánování a nevyžadují zásahy do již existujícího fyzického uspořádání.
Druhá fáze, Macro Layout Design, se zaměřuje na podrobnější návrh jednotlivých výrobních linek, pracovních skupin nebo větších výrobních celků. Dochází k přesnějšímu definování procesů, logistických vazeb a výrobních kapacit. Náklady na změny jsou přibližně desetinásobné (hodnota 10) oproti první fázi, protože již mohou zahrnovat přesuny zařízení, přemístění pracovišť nebo zásahy do infrastruktury.
Nejvyšší náklady vznikají ve fázi Micro Layout Design, která řeší detailní uspořádání konkrétních pracovišť, ergonomii, pracovní pohyby a jednotlivé pracovní operace. V této etapě jsou náklady až stonásobné (hodnota 100), protože každá změna často znamená úpravu již instalovaných zařízení, přestavbu pracoviště nebo dokonce přerušení výroby.
Právě proto je klíčové věnovat maximální pozornost návrhu již v jeho počátečních fázích.
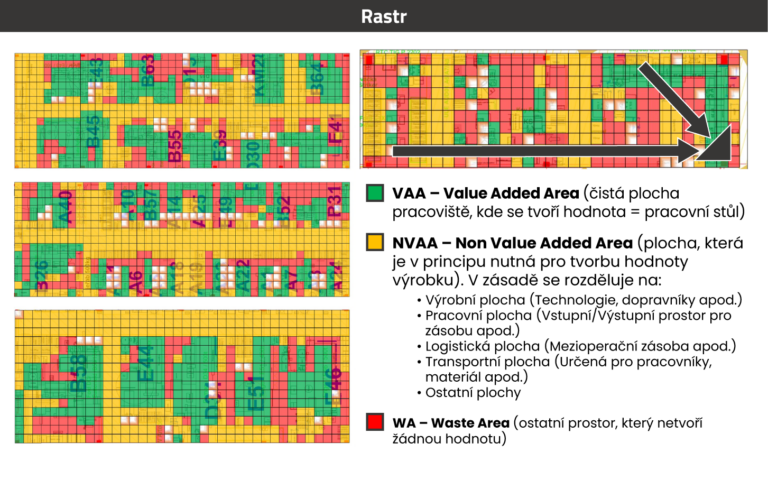
Mimořádně důležitým prvkem metodiky je také použití rastrování prostoru pomocí základní jednotky 1 m² (1 × 1 m). Tento přístup usnadňuje plánování, vizualizaci i porovnávání různých variant uspořádání výrobních prostor.
Díky jednotnému rastrovému systému lze přesně definovat rozměry pracovišť, optimalizovat využití prostoru a zajistit přehlednost celého návrhu.
Právě z tohoto principu vzniklo označení 111 + 1, kde „+1“ představuje právě rastrování prostoru po jednotlivých metrech čtverečních, a společně tak tvoří metodiku 111 + 1 principů Tokenize.
Podíváme-li se na jakoukoli výrobní plochu z pohledu principů štíhlé výroby, můžeme ji rozdělit do následujících kategorií:
- VAA – Value Added Area (plocha vytvářející hodnotu)
Čistá plocha pracoviště, na které skutečně vzniká přidaná hodnota (například pracovní stůl nebo místo, kde probíhá montáž). - NVAA – Non Value Added Area (plocha nepřidávající hodnotu, ale nezbytná pro její tvorbu)
Jedná se o plochu, která sama o sobě hodnotu nevytváří, ale je nezbytná pro realizaci výrobního procesu. Dělí se na:- Výrobní plochu (technologie, výrobní zařízení, dopravníky apod.).
- Pracovní plochu (vstupní a výstupní prostor pro zásoby, manipulační prostor apod.).
- Logistickou plochu (mezioperační zásoby, manipulační zóny apod.).
- Transportní plochu (komunikace určené pro pracovníky, manipulaci s materiálem apod.).
- Ostatní plochy.
- WA – Waste Area (plocha plýtvání)
Ostatní prostor, který nevytváří žádnou hodnotu a není ani nezbytný pro její tvorbu.
Naším cílem je:
- maximalizovat plochu VAA, tedy prostor, kde skutečně vzniká hodnota,
- optimalizovat plochu NVAA, která je pro tvorbu hodnoty nezbytná,
- a co nejvíce eliminovat plochu WA, která nepřináší žádnou hodnotu.
Tento poměr lze využít také jako referenční ukazatel při stanovování cílů nebo při porovnávání vlastního výrobního systému s jinými podniky.
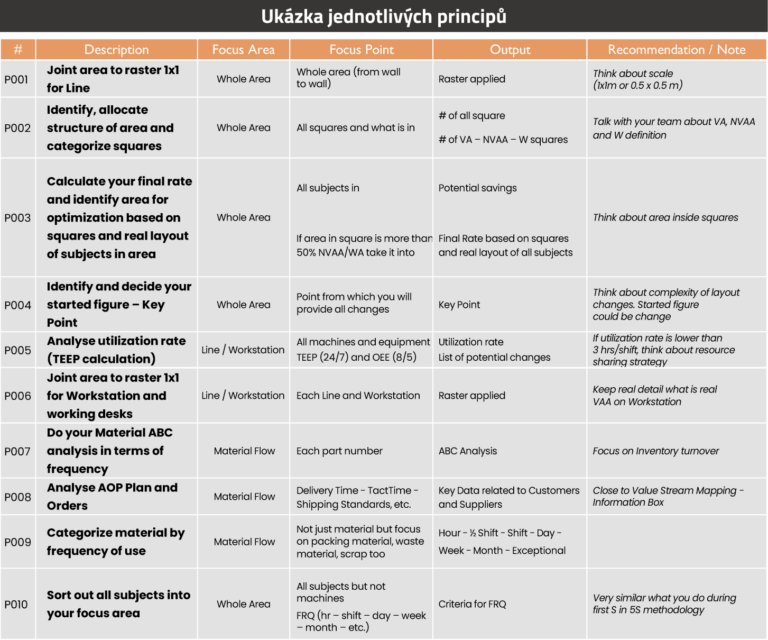
Každý z principů metodiky je rozdělen do šesti kategorií podle oblasti, které se týká (Focus Area):
- Výrobní prostor,
- Výrobní linka,
- Pracoviště (stroj, pracovní prostor apod.),
- Nástroje, přípravky a další vybavení pracoviště,
- Materiálový tok,
- Regály, palety a další skladovací prostředky.
Každý princip dále obsahuje:
- oblast zaměření,
- požadovaný výstup,
- doporučený způsob aplikace.
Zaměření metodiky a doporučený postup
Na začátku je nutné zahájit kategorizaci výrobní plochy pomocí rastru 1 × 1 m (Princip P001) a stanovit výchozí bod optimalizace (Princip P004). Právě od tohoto bodu následně probíhá optimalizace celé výrobní plochy.
Při kategorizaci je velmi důležité, aby byl každý metr čtvereční správně zařazen do jedné ze tří výše uvedených kategorií.
Pokud se některá plocha nachází na hranici mezi dvěma kategoriemi, doporučuji ji vždy zařadit do nižší kategorie, tedy NVAA nebo WA. Důvod je jednoduchý – při následné aplikaci jednotlivých principů vás to bude motivovat k dalšímu zlepšování a hledání možností optimalizace.
Výsledkem prvního kroku je vytvoření objektivního obrazu o současném stavu výrobního prostoru.
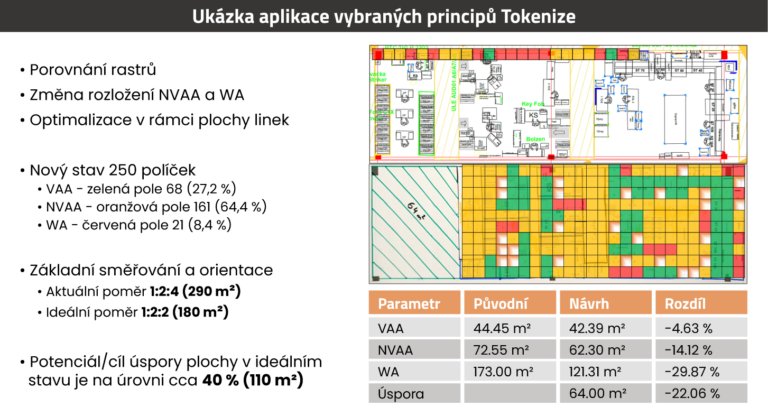
Stanoví se poměr VAA : NVAA : WA. Pro porovnání existují dva referenční stavy – ideální a akceptovatelný:
- Ideální stav má poměr 1 : 0,2 : 0,1.
- Akceptovatelný stav pro montážní pracoviště: 1 : 2 : 2.
- Akceptovatelný stav pro výrobní zařízení nebo výrobní linky: 1 : 2 : 1.
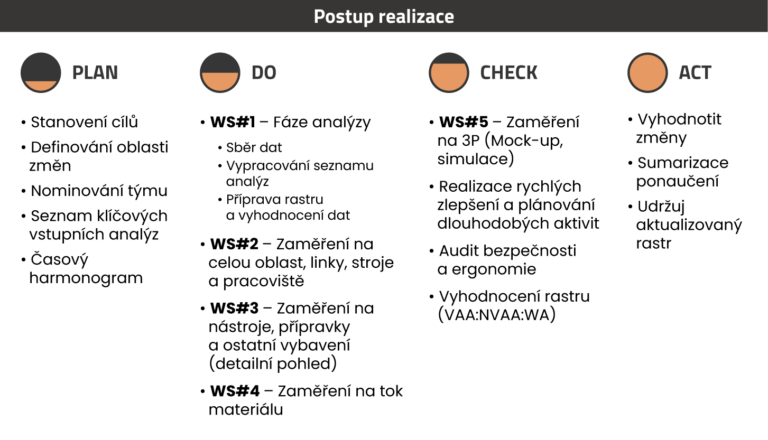
Celý postup metodiky Tokenize vychází z cyklu PDCA (Plan – Do – Check – Act).
Ve fázi Plan se kromě stanovení cílů a definování oblastí změn provádějí také klíčové analýzy, jejichž cílem je pochopit aktuální stav výrobního systému, získat potřebná data a vytvořit podklady pro další návrh.
Některé z těchto analýz jsou přímo součástí 111 principů Tokenize.
Na základě vlastních zkušeností doporučuji následující postup:
- zpracovat rastrovou mapu 1 × 1 m,
- stanovit poměr VAA – NVAA – WA,
- provést analýzu výrobního plánu, jeho variability a požadavků zákazníků,
- provést analýzu OEE/TEEP se zaměřením na úzká místa výroby,
- zpracovat ABC analýzu založenou na četnosti pohybu materiálu, nástrojů a přípravků,
- vytvořit špagetový diagram pohybu operátora, toku materiálu (sklad – supermarket – výrobní linka – pracoviště) i pohybu nástrojů a přípravků,
- provést analýzu ergonomie a bezpečnosti práce,
- zpracovat jednoduchou procesní mapu,
- provést úvodní analýzu metodou 5S, se zaměřením především na první dvě fáze (Třídění a Uspořádání),
- realizovat Genba – tedy přímé pozorování na pracovišti („Jdi a podívej se“), například formou snímku pracovního dne, fotografické dokumentace nebo zaznamenávání jednotlivých druhů plýtvání.
Ve fázích Do a Check následně probíhají jednotlivé workshopy zaměřené na pět hlavních oblastí, ve kterých jsou principy Tokenize postupně aplikovány.
Jedná se o workshopy zaměřené na:
- Výrobní prostor.
- Linku a pracoviště (stroj, pracovní prostor apod.).
- Nástroje, přípravky a další vybavení pracoviště.
- Materiálový tok.
- Regály, palety a ostatní skladovací prostředky.